









Drukarnia etykiet - Technologia
Przedsiębiorstwo BART wykonuje produkty w różnych technologiach. Posługujemy się takimi metodami / technikami zadruku jak fleksografia, cold stamping, druk cyfrowy i sitodruk. Specjalizujemy się w produkcji etykiet kolorowych wykonywanych metodą FLEKSO DRUKU. Etykiety, naklejki wykonujemy również w arkuszach – Sitodrukiem, w rolkach z personalizacją – przy pomocy techniki termotransferowej, niskie nakłady w Druku Cyfrowym.
Surowce / substraty należy aklimatyzować przynajmniej 48godzin przed zastosowaniem (więcej informacji proszę o kontakt).
Zadania związane z produkcją wymagają starannych przygotowań. Zgodnie z procedurami kontroli jakości ISO w produkcji można przedstawić kolejne etapy - procesy.
Procesy tworzenia:
1. INFORMACJE O ETYKIECIE
BART drukarnia naklejek na rolkach, jest producentem nie odsprzedawcą, prace są wykonywane na zamówienie od początku do końca. Klient dostarcza drukarni niezbędnych informacji o produkcie w celu oszacowania kosztów i przedstawienia wstępnej oferty. Podstawowe informacje wymagane do wykonania kalkulacji cenowej etykiet:
1. Czy mają być nawinięte na rolkach ?
2. Jaki mają mieć kształt etykiety, nacięcia (standardowy prostokąt z zaokrąglonymi narożnikami lub okrąg lub owal czy inny niestandardowy)
3. Jaki mają mieć rozmiar etykiety ? Najpierw podajemy szerokość a potem wysokość etykiety lub średnicę jeśli są to etykiety okrągłe kółeczka.
4. Jaka ma być ich szacowana ilość (w skali miesiąca, roku lub jednorazowo)
5. Z jakiego materiału etykieta ma być wykonana (papier, folia PP, PE, ALU, kartonik, plastik, z materiału biodegradowalnego) ?
6. Jakie ma być przeznaczenie etykiet ? Czy i jak będą aplikowanie (ręcznie czy za pomocą automatycznego aplikatora).
7. Dodatkowe ewentualne dodatki czy ma mieć etykieta tj. perforacja na podkładzie silikonowym (mikroperforacja lub inna). Czy będą drukowane na drukarce etykiet, a jeśli tak to na jakiej : firma (Zebra, TSC, SATO...) i model drukarki (GK420T, TSC ttp 344Mpro)?
8. Czy na podkładzie silikonowy ma być nadrukowany czarny znak (jakiej grubości, jaki odstęp) ?
9. Istotne są także informacje o warunkach przechowania, odporności na warunki atmosferyczne, jaką odporność ma mieć zadruk (światło UV, uszkodzenia mechaniczne, rozpuszczalniki, mydło, tłuszcze, alkalia).
10. Klient może/powinien również podać informacje o sposobie nawinięcia (kierunek nawoju, ilość elementów na roli, wybór średnicy tulei, na którą będą nawinięte, umieszczenie elementu zgodnie ze wzorem, nawinięcie stroną OUT lub IN). ? Nawiniętych na rolkach tekturowych, o średnicy gilzy jakiej (fi 76, 40, 50, 25 mm) ? Gotowe rolki jakiej średnicy mają nie przekraczać (np. do 125 lub 200mm.) ?
Przesyłamy do Klienta wstępną wycenę kosztów związanych z produkcją. Otrzymuje podstawowe informacje: ceny etykiet, ceny wykrojników - noży wycinających, koszty dostawy. Klient otrzymuje warunki współpracy , w których zawarte są również informacje o standardowym terminie realizacji. Termin realizacji zamówienia może być zmieniony jeśli zajdzie taka potrzeba. Zgodnie z procedurami ISO po zaakceptowaniu przez Klienta kosztorysu oraz warunków współpracy można przystąpić do kolejnego etapu. Jeśli jest to pierwsze zamówienie, wówczas Klient otrzymuje fakturę Proforma do zapłaty. W zależności od zamówienia drukarnia wraz z nabywcą indywidualnie ustala czy zamówienie ma być realizowane w trybie pilnym. Może on również zażyczyć sobie opcję monitorowania na jakim etapie jest produkcja naklejek lub towaru bezklejowego.
3. PRODUKCJA (press, postpress)
Po otrzymaniu zamówienia (równocześnie oznaczającego akceptację warunków współpracy), przystępujemy do etapu "właściwa produkcja etykiet". Jeśli nie ma materiału lub narzędzi potrzebnych do przygotowania, są one zamawiane u dostawców. Następnie prowadzone są prace wykończeniowe takie jak rozcinanie materiału, wykrawanie, nawijanie na odpowiednie gilzy (standard średnica fi 76, 50, 40, 25 mm.) W trakcie produkcji prowadzona jest Kontrola Jakości ISO. Na ostatnim etapie produkcji towar jest liczony, sprawdzany, pakowany i wysyłany.
Na co nalezy zwrócić uwagę przy doborze etykiety:
Rodzaj powierzchni, do której chcemy przykleić etykietę :
- Papier/opakowanie/tektura (etykiety na opakowania)
- Tekstylia/odzież (etykiety na tkaniny, na odzież klej nie zostawiający śladu)
- Metal (etykiety metalizowane, trwałe)
- Guma/kauczuk (etykiety na opony)
- Skóra/tapicerka
- Bezpośrednia żywność (etykiety na jabłka, naklejki na mięso)
- Szkło (etykiety na słoiki, naklejki dla branży alkoholowej : naklejki na wódki, etykiety na wina, nalepki na butelki piwa. Etykiety na szkło z klejem odlepnym)
- Synetyki/folie
- Drewno (etykiety na meble)
Cechy powierzchni etykietowanej :
- sucha - wilgotna
- czysta - zakurzona
- gładka - porowata
- ciepła - zimna
- szorstka - tłusta
Kształt opakowania :
- płaski - wypukły
- mała średnica (etykiety farmaceutyczne na małe fiolki buteleczki)
- duża średnica
- żłobienia - wypustki (etykiety na trudne powierzchnie, naklejki na baniaki)
Warunki funkcjonowania etykiety :
-promieniowanie UV/Światło słoneczne Słońce (etykiety z nadrukiem odpornym na uv), na zewnątrz/wewnątrz (etykiety odporne na warunki atmosferyczne)
-wysoka/niska temperatura (etykiety do mrożenia)
-druk
-oleje i inne tłuszcze (etykiety na mięsa odporne na tłuszcze)
-chemikalia (etykiety na baniaki odporne na alkohole)
-wilgoć (etykiety wodoodporne)
-tarcie (surowce trwałe, zabezpieczone laminatem - zalaminowane)
-sterylizacja (etykiety z klejem kryo)
Temperatura aplikacji w której są aplikowane etykiety :
- powyżej lub poniżej 0 stopni C, (etykiety do niskich temperatur, naklejki do wysokich temperatur)
Dodatkow cechy, funkcje :
- zadruk drukarką termiczny bez kalki lub termotransferowy zkalką
- opis ręczny za pomocą długopisa , markera, pieczątki, chłonne
- przyciąganie uwagi (etykiety promocyjne, naklejki fluorescencyjne, dekoracyjne zdobione)
- ponownego użycia (etykiety sandwich triplex dwuwarstwowe)
- mieszczace Większą ilość informacji (etykiety peel Off)
- odklejalne pod wpływem : (etykiety odklejalne pod wpływem wody , dezaktywowane przez mydła)
- zakrywanie treści (etykieta opaque cover)
Etykiety z nadrukiem CMYK czy PANTONE. Od pojektanta etykiet zależy efekt końcowy. To Klient ma ostateczne słowo, i to on decyduje o ostatecznym efekcie. Może brać czynny udział akceptując efekty działania i zmiany wprowadzane przez projektanta i nanosić odpowiednie poprawki, albo biernie poczekać na otrzymanie produktu końcowego, którego efektu nie da się cofnąć.
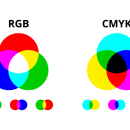
Wyjaśnijmy najpierw, skąd biorę się problemy z grafikami w poligrafii. W drukarstwie od lat stosowany jest skrót CMYK, gdzie z mieszanki kolorów Cyanu, Magenty, Yellow oraz Black można uzyskać dowolny odcień. Jeżeli przyjrzymy się wydrukowi z bliska pod lupką czy mikropskopem, możemy zobaczyć kropeczki w odpowiednich kolorach. Suma trzech składowych CMY powinna dać kolor czarny. Druk CMY nie jest idealny i po nadrukowaniu wszystkich kolorów otrzymuje się kolor brunatny. Dlatego dodatkowo stosuje się osobny kolor czarny, który ma temu zapobiec i nadaje wyrazistości i jakości.
Na maszynach fleoksograficznych lub cyfrowych, z połączenia tych 4 barw powstają obarazki, zdjęcia. Niestety nie da się uzyskać z CMYK-a np. kolorów złotego, srebrnego, pomarańczowych czy wszystkich określanych mianem wyróżniających się i jaskrawych. Gdybyśmy tylko mieli taką przestrzeń brawną jak CMYK, jak Klienci by wytłumaczyli, że chcą dany odcień zielonego koloru ? Skąd Klient by wiedział jaki chce kolor jednolitego tła ? Dlatego amerykańska firma stworzyła i opracowała standard o nazwie PANTONE (PMS). Wydała swój własny wzorzec kolorów zadrukowany dla różnych podłoży, ponieważ drukując tą samą farbą na papierze półbłyszczącym i na matowym, czy metalicznym, uzyskuje się inny efekt. Każdy może sobie zakupić taki wzornik dla danego podłoża i kierować się nim przy ustalaniu z drukarnią danych kolorów swojej etykiety. Taka standaryzacja pozwala się skutecznie komunikować między Klientem a Drukarnią. Wzorniki zwany czasami dla wygody PANTONIARKĄ, posiadają w zależności od zakupu, różne ilości kolorów / tonacji i oznaczone są numerem (np. 485C) oraz dodatkowym opisem. W podstawowym zestawieniu znajduje się najczęściej około 1760 barw, uzyskanych poprzez zmieszanie odpowiednich pigmentów. Projekty etykiet powstają na monitorach komputerów, i tu pojawia się poważny problem, ponieważ monitory przedstawiają barwy zupełnie inaczej w skali RGB. Odwzorowanie palety Pantone na skali CMYK i RGB nie jest łatwe. W praktyce oznacza to, że standardowy wydruk może kolorystycznie różnić się od tego, co projektant widzi na monitorze komputera. Jedynym wyjściem jest zaopatrzyć się w certyfikowany wzornik Pantone, który jest wykorzystywany jako pomoc w dobieraniu odpowiednich odcieni do projektów.
Obrazki drukujemy z CMYK, połączenia 4 barw, 4 polimerów, natomiast kolory konkretne uzyskujemy za pomocą farb z palety Pantone, które to muszą spełniać restrykcyjne standardy, dlatego niemal zawsze dają dokładnie taki sam odcień. Dzięki Pantone został rozwiązany problem powtarzalności kolorystycznej, i mamy pewność że drukarnia za każdym razem wydrukuje te same odcienie barwne. Do kontroli kolorów nadruku na etykiecie, wykorzystywane są spcjalistyczne narzędzia, jak spektrofotometr (miernik kolorów Pantone) czy automatyczna kontrola jakości AVT (kamera sprawdzająca czy każda odbitka nadruku jest taka sama jak wzorzec).
Jak to zwykle bywa trzeba sprowadzić wszystko do kwestii finansowej. Na maszynie fleksograficznej najczęściej zawsze są ustawione stacje CMYK, zalane są kałamarze z tymi farbami. Niestety PANTONE ma dużo ponad 1760 barw , nikt nie ma wszystkich kolorów zalanych w maszynie ani tym bardziej zmiesznaych farb. Najczęściej korzysta się z najpopularniejszych farb, które są na liście - PANTONE danej drukarni o ile ją oficjalnie upublicznia. Można oczywiście zamówić sobie farbę której nie ma na takiej liście, dodatkowo płatną. Każdy dodatkowy kolor to dodatkowy koszt, nie tylko samej farby ale również zalania jej w maszynie i czyszczenia, więc nie używa się ich zbyt często, a już na pewno nie do drukowania zdjęć. Kolory Pantone wykorzystuje się zazwyczaj do elementów wektorowych np. loga firmy, napisów (najczęściej drobnych małych), tła. Co bardzo ważne – kolorów Pantone nie używa się przy niskonakładowym druku cyfrowym – te maszyny pracują wyłącznie w CMYK-u. Tu jest przewaga techniki fleksograficznej nad cyfrową.
Jeśli chcemy otrzymać jedną sztukę etykiety jako wzorzec, którego ma się trzymać drukarnia, wówczas zostanie on wykonany w druku cyfrowym tzw. PROOF. Niestety będzie to głównie wzorzec nadruku treści , a nie idealne odwzorowanie kolorsystyki nadruku, która jak już wspomniano wyjdzie inna w zależności od użytego podłoża np. Coated albo Uncoated. Papier powlekany pozwala osiąść farbie na powierzchni, dzięki czemu kolor jest głęboki i żywy. Papier niepowlekany wchłania farbę, przez co kolor jest mniej wyrazisty, przytłumiony. Przy jasnych barwach ta różnica będzie niewielka, ale zauważalna. Jednak przy ciemnych kolorach, może się okazać, że otrzymamy zupełnie inny odcień.
Drukarnia BART zachęca do przyjeżdżania na akeptację druku do siedziby firmy, a jeśli to możliwe do akceptacji zdjęć choć i one nie oddają idealnie kolorystyki przedruku.
Jak wobec tego dobrze zaprojektować etykietę ? Odpowiedź jest prosta, należy zaufać firmie i wysłać projekt do drukarni etykiet, tam projektaci etykiet wypytają o wszystko i na podstawie otrzymanych informacji zaproponują odpowiednie rozwiązanie.
Druk etykiet techniką fleksograficzną cały czas jest unowocześniana i doskonalona. Metoda ta obecnie dominuje w poligrafii, ograniczając tym samym częstotliwość posługiwania się klasycznym technikami drukowania. Zalety druku fleksograficznego etykiet to m. in. :
- łatwe dostosowanie efektów pracy do oczekiwań klienta,
- prosta budowa układu drukującego,
- możliwość drukowania ze stosunkowo dużą prędkością (50-150m/min),
- zadrukowanie wstęgi zarówno wsiąkliwych jak i niewsiąkliwych podłoży drukowych (papierów i folii),
- zastosowania szerokiej palety farb (dowolny kolor Pantone).
W porównaniu do Offsetu, fleksograficzny druk cechuje się brakiem roztworu nawilżającego, prostszym procesem drukowania i o wiele mniejszą ilością makulatury - odpadów. Od techniki wklęsłodruku technologię fleksograficzną odróżniają niskie koszty wykonania form oraz odbitek ( przy nakładach poniżej 1 mln kopii). Jedną z najważniejszych zalet flekso druku jest stosunkowo szybkie przygotowanie maszyny do drukowania. Druk fleksograficzny jest najczęściej spotykany na rynku i ma najlepszy stosunek ceny do jakości. Jedną z najważniejszych zalet jest POWTARZALNOŚĆ PRAC. Urządzenia specjalne pilnują jakość - AutomatKontroliDruku.
BART
Drukarnia fleksograficzna BART jest w stanie wykonać każdy projekt metodą fleksograficzną. Umożliwiamy wykonanie druku w rożnych odcieniach farb metalicznych. Możemy podnieść atrakcyjność kolorowej etykiety poprzez zastosowaniu druku srebrnego (srebrzenie lub farba srebrna P877) lub złotego (złocenie lub zadruk farbą złotą Pantone 871). Drukarnia flekso BART posiada najnowocześniejszy park maszynowy który pozwala na uzyskanie najwyżej jakości produkcji. Nadruk na etykietach sprawdzany jest za pomocą specjalnych automatycznych urządzeń Inspekcji AVT (czytaj więcej). Korzystając z AVT i urządzeń pomiaru kolorystyki Spektorfotometru X-Rite, treści i kolory etykiet są każdorazowo powtarzalne i zgodne z wymaganiami Klientów. Efekty procesu fleksograficznego często zależą od zdolności operatora/drukarza i jego zaangażowania w osiągnięcie rezultatów najwyższej jakości. Choć narzędzia maszyny najwyższej jakości są istotne to wszystko obsługują ludzie i od nich zależy jakość produktu końcowego.
FARBY - FLEKSOGRAFIA (czytaj więcej)
Do głównych zalet farb fleksograficznych zaliczyć należy bardzo szybki czas schnięcia oraz ograniczenie stopnia odparowalności. Natychmiastowe uzyskanie suchej powierzchni umożliwia drukowanie z mniejszą grubością warstwy farby na formie drukowej. Działanie takie ogranicza narastanie punktów rastrowych podczas drukowania i poprawia jakość druku. Farby fleksograficzne UV nadają się do zadrukowywania wsiąkliwych i niewsiąkliwych materiałów. Współczesne farby UV produkowane są zgodnie z wymogami ochrony środowiska – ich skład stanowią surowce odnawialne, takie jak oleje roślinne (nie mineralne). Coraz częściej też w produkcji farb wykorzystywana jest woda, która zastępuje rozpuszczalniki. Dzięki ciągłemu udoskonalaniu składów farb, są coraz bardziej trwałe, jednocześnie przyjazne dla środowiska, z wysokimi normami do kontaktu z żywnością (czytaj więcej).
Farby flekso UV są utrwalane promieniami UV na etykietach papierowych, syntetycznych, zawieszkach i pętelkach z tworzywa. Cechują się doskonałą drukowalnością i znakomitą przyczepnością do rożnych rodzajów podłoży.
Współczesne maszyny fleksograficzne drukują w rozdzielczości zbliżonej do Offsetu, z grubością nałożenia farby zbliżającej się do Sitodruku, w najkorzystniejszej cenie.
Całkowicie utrwalona farba UV uzyskuje optymalną odporność po upływie 24 godzin od zakończenia druku.
Farby w skali Pantone - przykłady.
Etykiety z zadrukiem odpornym na warunki atmosferyczne (czytaj więcej). Etykiety uzyskują trwały kolorowy zadruk, odporny na warunki atmosferyczne - Słońce, dzięki specjalnym farbom "o podwyższonej odporności na warunki atmosferyczne". Farby te są wykonywane na specjalne życzenie klienta. Klient powinien przekazać informacje jak bardzo odporny ma być zadruk, jaką ma mieć trwałość i żywotność. Czy ma być odporny na : rozpuszczalniki, mydło, tłuszcze, alkalia ? W przypadku wymaganej wysokiej światłoodporności zalecamy użycie farb specjalnych wysokoodpornych HR (High Resistant).
Można jeszcze bardziej podwyższyć trwałość zadruku pokrywając etykietę warstwą zabezpieczającą lakierem lub laminatem. W razie pytań prosimy o kontakt z naszym przedstawicielem handlowym.
LAKIER - FLEKSOGRAFIA (czytaj więcej)
Celem lakierowania (nakładania lakieru) jest nadanie odbitkom wysokiego połysku lub matu oraz ochrona wydrukowanego obrazu przed uszkodzeniami powierzchni, dzięki czemu przedłuża się jego trwałość i podnosi jakość. Lakierowanie sprawia, że zwiększa się poziom połysku, nasycenia barw, ostrości rysunku oraz zakresu totalnego. Lakiery UV tworzą powłoki charakteryzujące się bardzo wysoką odpornością na rożne wpływy chemiczne, temperaturę, a także na działanie sił mechanicznych. Przy dostatecznej grubości i optymalnej technologii, powlekanie lakierem UV jest gwarancją uzyskania podobnego efektu, jak w przypadku laminowania. Lakiery UV nie zawierają żadnych rozpuszczalników (100% suchej masy), dlatego uważane są za ekologiczne. Utwardzanie UV wykonywane jest bezpośrednio po naniesieniu lakieru i trwa ułamek sekundy. W branży poligraficznej spotkać się można z przekonaniem, że lakiery UV posiadają właściwości zbliżone do farb drukarskich UV. Przestrzeganie dyscypliny technologicznej jest gwarantem bezpiecznego lakierowania. Utwardzona warstwa jest nieaktywna chemicznie oraz neutralna fizjologicznie, dzięki czemu lakiery UV można stosować także przy pracy z materiałami, z których mają zostać wyprodukowane opakowania żywności.
Etykiety lakierowane, na których można drukować termo transferowo. Na życzenie klienta, etykiety mogą być pokryte specjalnym lakierem, który zabezpiecza zadruk, a jednocześnie umożliwia na nim druk (drukarką etykiet). Taki lakier nie zawiera silikonu - lakier TTR. Na etykietę można również nałożyć wybiórczo standardowy lakier - Lakier z wybraniem.
CZAS REALIZACJI - SZYBKO PILNIE (czytaj więcej)
Produkt KLIENTA jest już gotowy, ale etykieta do znakowania PRODUKTU nie dojechała/nie jest dostarczona. Jest to częsty typowy współczesny problem. To tak jakby produktu nie było, bo nie da się go sprzedać bez oznakowania. Można powiedzieć, że poza ceną najważniejszą rzeczą dla klientów jest SZYBKI CZAS REALIZCJI. Gdyby nie brać pod uwagę faktu, że drukarnie realizują ogromną ilość zleceń zgodnie z planem, harmonogramem, kolejką realizacji zleceń, wówczas można przedstawić jak wygląda czas realizacji danego zamówienia.
REALIZACJA W TRYBIE PILNYM, DNI :1. Ustalenie formalności, w tym samym dniu i tak nie da się wykonać danego zlecenia, ustalenie wymiarów, kolorów farb
2. Przygotowanie przez przygotowalnie proofa, zatwierdzenie przez klienta proofa ostatecznego projektu, wykonanie zlecenia wykonania polimerów, wykrojnika, farb
3. Sprawdzenie poprawności polimerów, dobrze gdy matryca zaraz po wykonaniu nie trafia na produkcje, tylko odczekają 24h,
4. Sprawdzenie kolorów farb, przedruk testowy. Szybka realizacja zlecenia. Dobrze jak etykiety zaraz po wydrukowaniu odczekają na magazynie 24h, choć jest to wymagane (to nie offset czy sitodruk, druk UV utrwala się od razu).
5. Konfekcjonowanie, pakowanie, wysyłka kurierem.
6. Towar dostarczany jest do klienta kurierem.
WADY - PROBLEMY (czytaj więcej)

Zadania związane z produkcją poligraficzną etykiet kolorowych z roli wymagają starannych przygotowań i ścisłej kontroli jakości ISO. Firma BART działa zgodnie z procedurami kontroli jakości ISO (informacje w zakładce "o firmie"). W procesie projektowania i produkcji można przedstawić kolejne etapy.
Procesy tworzenia etykiet kolorowych:
1. INFORMACJE O ETYKIECIE
Klient dostarcza drukarni fleksograficznej BART najważniejszych informacji produkcie. Zapytania dotyczące etykiet kolorowych w rolkach muszą być dokładnie określone. W celu przygotowania wstępnej kalkulacji cenowej drukarnia otrzymuje od Klienta informacje takie jak: rozmiar, kształt (standardowy prostokąt z zaokrąglonymi narożnikami lub kształt nietypowy, ewentualne dodatki typu nacięcia, perforacje na podkładzie silikonowym, czarne znaki), określenie ilości produktów (oszacowanie w skali miesiąca, roku, jednorazowo), informacje o materiale, z którego wykonane są etykiety (papier, folia biała lub przezroczysta PP, PE, ALU, kartonik, plastik, surowiec biodegradowalny do recyklingu). Również bardzo ważne są informacje dotyczące przeznaczenia produktów oraz warunki w jakich będą przechowywane, jaką odporność na warunki atmosferyczne ma mieć zadruk (światło UV, uszkodzenia mechaniczne, rozpuszczalniki, mydło, tłuszcze, alkalia) ? Klient informuje czy elementy będą aplikowane ręcznie czy za pomocą specjalnego, automatycznego aplikatora. Podaje informacje o sposobie nawinięcia produktu takie jak : kierunek i strona ich nawoju (na zewnątrz lub do wewnątrz rolki), ilość egzemplarzy na roli, średnicę tulei/gilzy, na którą będą nawinięte naklejki lub etykiety bezklejowe (zawieszki, kartoniki, laminaty). Dostępny są 4 standardy średnicy tulei: fi 76, fi 40, fi 50mm. i najmniej popularny fi 25. Klient przekazuje informacje o zadruku w celu oszacowania kosztów.
Wysyłamy do potencjalnego Klienta wstępną wycenę wszystkich kosztów związanych z realizacją zamówienia tj. : wykonania etykiet właściwych, prac przygotowalni i polimerów, kosztów zakupu nowych farb - Pantone, kosztu dostawy towaru, kosztu zakupu wykrojników - noży wycinających. Nabywca otrzymuje informacje w formie pliku PDF "Warunki współpracy z drukarnią BART" na e-maila. W tym oficjalnym dokumencie zawarte są wszystkie podstawowe dane oraz warunki współpracy pomiędzy stronami. Informujemy i zapewniamy o swoich standardach pracy oraz o możliwym czasie realizacji zamówienia. Na życzenie Kupującego, możemy przesłać drogą elektroniczną specyfikacje techniczne materiałów wykonawczych. W tych dokumentach technicznych są dokładnie opisane etykiety właściwe - materiały wierzchnie, z których są wykonane, materiał podkładowy - najczęściej jest to papier z silikonową warstwą, na której umieszczony jest element właściwy. W branży spożywczej, w której produkt może mieć kontakt z żywnością, szczególnie ważne są specyfikacje techniczne dotyczące klejów i farb niskomigracyjnych. Firma BART posiada certyfikaty na etykiety produktów do kontaktu z żywnością. Zgodnie z procedurami ISO po zaakceptowaniu przez klienta "Kosztorysu - kalkulacji cenowej" oraz "Warunków współpracy" dopiero można przystąpić do kolejnego etapu. W przypadku, gdy jest to pierwsze zamówienie, Klient otrzymuje fakturę Proforma w celu dokonania przedpłaty. Tryb pilnego realizowania zamówienia jest ustalany z Klientem indywidualnie.
Na życzenie Klienta drukarnia BART i zatrudnieni w niej graficy mogą wykonać nowy projekt graficzny lub poprawić stary wzór, na podstawie materiałów nadesłanych przez Klienta. Proces wiernego odtworzenia i produkcji wcześniejszego starego wzoru jest trudny, a szczególnie, gdy Klient nie posiada projektów w wersji edytowalnej. Najdogodniejszym rozwiązaniem jest sytuacja, gdy klient posiada projekty edytowalne oraz dostarcza je w odpowiednim formacie.
Sprawdzonym formatem - standardem jest projekt "na krzywych" osadzony w pliku PDF.
![]()
Projektanci etykiet opracowują projekty graficzne w :
- CorelDraw (grafika wektorowa) ![]()
- Ilustrator (grafika wektorowa) ![]()
- Photoshop (grafika rastrowa) ![]()
Gdy Klient nie ma swoich własnych projektów etykiet, graficy w firmie BART, na podstawie szczegółowych niezbędnych do stworzenia nowego projektu informacji, tworzą nowe projekty. Klient przesyła potrzebne grafiki oraz treści, które będą umieszczone na produkcie, w ustalonej formie. Projekty są sprawdzane pod względem poprawności przygotowania do produkcji na maszynie fleksograficznej. Artproof - elektroniczny plik wzór przesyłany jest do Klienta. Projekt jest dopracowywany aż do momentu zaakceptowania przez Zleceniodawcę. Artproof służy do ogólnej oceny szaty graficznej, rozmieszczenia nadruku, prawidłowości tekstu, odwzorowania kolorów. Nie stanowi on jednak 100% odzwierciedlenia efektu końcowego. Mogą zaistnieć pewne niewielkie rozbieżności kolorystyczne, wynikające z różnic stosowanej technologii, rodzaju podłoża oraz przyrostu punktu w druku. W przypadku kodów kreskowych należy każdorazowo weryfikować ich czytelność. Klienci na etapie końcowym przyjeżdżają na akceptację kolorystyki bezpośrednio do drukarni, lub korzystają z ustalonych wspólnych standardów oceny kolorystycznej.
4. PRZYGOTOWALNIA ETYKIET i ZAMÓWIENIE (prepress)
Po przygotowaniu i zaakceptowaniu projektu ARTPROOFA (plik PDF) przez Klienta, następuje etap przygotowania matryc drukujących. Etap ten obejmuje stworzenie kliszy graficznej i polimerów (matryc). Jeśli Klient sobie zażyczy taką opcję, wysyłany jest do niego PROOF FIZYCZNY Z SYMULACJĄ NADRUKU (wykonany w technologii druku cyfrowego). Wzór symulacji służy do zaobserwowania kolorów, ułożenia tekstów oraz prawidłowości kodów kreskowych jakie będą widoczne na etykiecie docelowej - właściwej. Jest to opcja dodatkowa, płatna za wykonanie. Klient przed uruchomieniem produkcji i samym drukowaniem, może pokryć wszystkie koszty zamówienia i przygotowalni. Może dokonać przedpłaty.
5. PRODUKCJA (press, postpress)
Po zaakceptowaniu przez Klienta artproofa i/lub proofa fizycznego drukarnia przystępuje do kolejnego etapu. Materiały "Surowce" (papier, folia, karton, farby, gilzy) i "Narzędzia" (polimery, wykrojniki, walce), są zamawiane u dostawców. Zamówienia są realizowane kolejno zgodnie z przyjętym harmonogramem gdy wszystkie materiały i narzędzia są skompletowane. Zgodnie ze zleceniem i proofami, na maszynie do zadruku kolorowego, uruchomiany jest proces właściwy drukowania. Na życzenie Klienta, informowany jest On wcześniej o uruchomieniu procesu druku fleksograficznego. Drukarnia może przesłać zdjęcie wydrukowanej etykiety z wystartowanej produkcji, lub Klient może sam osobiście przyjechać na zatwierdzenie pracy (układu graficznego / odwzorowania kolorystyki). Po otrzymaniu akceptacji druku, realizowany jest wydruk właściwy oraz prowadzone są prace wykończeniowe tj. wycinanie materiału (wykrawanie), nawijanie na odpowiednie tuleje (średnicy fi 76, 50, 40, 25 mm.). W trakcie produkcji prowadzona jest Kontrola Jakości. Na ostatnim etapie prac, towar jest przeliczany, sprawdzany, pakowany i wysyłany do Klienta.
_

Przed produkcją właściwą etykiet należy podjąć staranne przygotowania poligraficzne wraz ze ścisłą kontrolą jakościową procedur ISO. Najlepsza jakość jest uzyskiwana w momencie spełnienia wymagań ISO opracowanych i wdrożonych przez drukarnię BART.
1. PROGRAM GRAFICZNY - ZALECENIA
Wykonanie projektu musi odbywać się w grafice wektorowej. Takie formy pozwalają uzyskać najwyższą jakość elementów wektorowych, linii i tekstu. Stosujemy narzędzia Corel Draw Graphics Suite X6 lub Illustrator. Najlepiej, by Klient przesyłając pliki graficzne umieścił je na uniwersalnym formacie Adobe PDF. Jeśli istnieje możliwość przesłania projektu w formacie Corel.CDR. (dowolna wersja) to informujemy, że nasza drukarnia posiada najnowszą wersję X6. Wersja najnowsza Corela pozwala otwierać projekty zapisane w starszych wersjach. Jeżeli graficy mają projekty dodatkowo przerabiać, należy przesłać je w wersji edytowalnej.
Istotne jest zwrócenie uwagi na to, aby:
- wszystkie teksty zostały zamienione na krzywe (nie dotyczy prac do druku termotransferowego)
- odpowiednio zapisać mapy bitowe zawarte w projekcie (skala 1:1, kolor CMYK i Pantone, 8-bit na kolor)
- przygotować pracę w trybie kolorów CMYK i/lub Pantone (rozdzielczość min. 300 dpi)
- jeżeli jest kilka wzorów, każdy z nich należy osadzić na osobnych dokumentach
- w projektach nie należy zawierać niepotrzebnych elementów, dodatków, linków.
- mapy bitowe osadzone w projektach nie powinny zawierać dodatkowych warstw alfa.
Jeżeli projekt zawiera niestandardowe czcionki, powinny one zostać dosłane razem z projektem edytowalnym. W celu uniknięcia błędów Klient musi za każdym razem zaakceptować pracę. Projekt zamieniony na krzywe nie posiada elementów edytowalnych, co oznacza, że program graficzny nie będzie mógł zastąpić czcionki, której nie posiada. Dzięki temu nie występuje ryzyko zniszczenia projektu. Standardowo proponujemy czcionkę Arial o wielkości zgodnie z uznaniem Klienta. Jeżeli wybrana zostanie inna czcionka, należy ją dosłać w formacie TTF. Jeżeli zostanie wprowadzony kod kreskowy, należy przygotować go zgodnie ze standardami – odpowiednia grubość linii i kontrast między nimi oraz czytelność.
Podczas tworzenia projektów należy zwrócić uwagę na to, aby wymiary dokumentów były odpowiednie do wymiarów zamawianego produktu.
Można samemu uwzględnić w projekcie spady 3-4 mm z każdej strony, albo zlecić ich wykonanie naszej przygotowalni. Wycięcie etykiet jest ułatwione i wizualnie eleganckie gdy istotne elementy grafiki (np. teksty i ramki) zostaną odsunięte na minimum 3mm od linii cięcia wykrojnika (noża). Jeżeli element projektu dochodzi do linii cięcia, należy koniecznie zrobić spady/nadlewki. Zazwyczaj standardowo ich wielkość wynosi 2-3 mm. z każdej strony. Taki obszar przycinania musi być wyraźnie zaznaczony, można do tego użyć np. znaczników cięcia.
Należy wziąć pod uwagę, że ten sam obraz może być różnie (pod względem kolorystycznym) wyświetlany na różnych monitorach (nieodpowiednio skalibrowanych). Trzeba więc zadbać o to, aby monitor był właściwie skalibrowany. W razie wątpliwości można poprosić o wydruk fizycznego proofa produktu. Projekty z lakierem wybiórczym UV (tzw. lakier z wybraniem) muszą być wyraźnie oznaczone. Najlepiej skorzystać z pomocy naszych grafików, którzy uwzględnią możliwości techniczne maszyn. Warto oddzielić część kolorową od makiety z lakierem wybiórczym. Obydwa projekty powinny przy tym pozostać w jednakowym położeniu. W przypadku kodów kreskowych należy każdorazowo weryfikować ich czytelność. Temat kolorystyki jest bardzo dyskusyjny, i by była taka jak sobie życzy Klient końcowy jedynym wyjściem jest przyjazd Klienta na akceptację kolorystyki etykiety. Proofy PDF, nie stanowią 100% odzwierciedlenia końcowej kolorystyki. Na różnych rodzajach podłożach drukowych mogą zaistnieć rozbieżności kolorystyczne. Klienci na etapie końcowym przyjeżdżają na akceptację kolorystyki bezpośrednio do drukarni, lub korzystają z ustalonych wspólnych standardów oceny kolorystycznej. Do pomiaru kolorów służą urządenia : spektrofotometry, które nie wszystkie kolory są w stanie odczytać ale są najbardziej powtarzalne w swoich odczytach. Często znaki specjalne/loga certyfikatów posiadają ustalony kolor farby np. PRODUKT POLSKI - Pantone 485.
6. Etykiety na FOLII PRZEZROCZYSTEJ
Jeżeli projekt ma zostać wykonany na przezroczystym podłożu, należy dodać białą warstwę (tzw. poddruk). Wykonujemy go używając białej farby podkładowej, wyłączając drobne elementy i drobny tekst. Dlatego też należy uwzględnić materiał – przezroczystą folię PP. Miejsca, gdzie biała farba nie została naniesiona, będą transparentne. Umieszczone teksty powinny zostać napisane czcionką z uwzględnieniem odpowiedniej wielkości, koloru oraz stylu.
Kod kreskowy należy umieścić na białym tle w celu zwiększenia czytelności przez skanery.

PORADY MERYTORYCZNE (rozwiń listę SPECJALISTÓW)

Etykiety mają wiele zastosowań. Pełnią funkcję identyfikacyjną, informacyjną i dekoracyjną. W czasach ciągle rosnącej konkurencji liczy się każdy szczegół i przewaga rynkowa. Od tego jak przedstawiamy nasz produkt zależy w dużej mierze jego sprzedaż. Konsumenci najpierw kupują wygląd opakowania i produktu a dopiero potem jego zawartość.
WYRAŹ SWOJĄ MARKĘ (czytaj więcej)
Kreując markę oferowanego produktu powinniśmy zacząć od tego co etykieta ma wyrażać, jakimi najważniejszymi cechami ma się wyróżniać. Ma uwydatniać to co w danej marce jest najważniejsze. Kolory i obrazy powinny odpowiadać przesłaniu marketingowemu, wartościom danej marki. Czy ma to być świeżość, indywidualizm, luksus, czy może jakaś inna cecha szczególna ? Wszystkie elementy tworzące dany produkt powinny być spójne, przekazywać jasny komunikat do konsumenta.
Tworząc Wizerunek Marki w czasach gdy rynek przepełniony jest produktami, warto ukierunkować się na takie wykonanie etykiety by produkt mógł utkwić na długo w pamięci Konsumenta / Klienta. Im większa atrakcyjność naklejek, tym większa szansa, że zostaną zapamiętane i skojarzone przez klientów. Dlatego w drukarni etykiet dział odpowiedzialny za przygotowanie etykiet - projekt, pełni kluczową rolę.
Będąc igłą w stogu siana wśród produktów, trzeba starać się tak wyróżnić na tle konkurencji by Nasz produkt mógł być odnaleziony.
Co warto zrobić, co używać ? :
- korzystać z obrazów przyciągających wzrok, logo PRODUKT POLSKI , certyfikaty,
- kontrastujących kolorów, wyraźny czasem fluorescencyjny - farba FLUOR,
- uszlachetnienia - złocenie, srebrzenie, holgramy,
- wyraźne i czytelne pismo, krój pisma.
Etykieta powinna podkreślać wyjątkowość produktu i marki, pokazać wyraźnie różnice między Tobą a innymi, a nie przypominać innych. W czasach perfekocjonizmu i doskonałości, każdy detal musi być idealny i bezbłędny, bo niestety nie ma miejsca na przeciętność. Klienci/konsumenci podczas zakupów zwracają uwagę na wszystkie szczegóły. Nie ma znaczenia czy kupują luksusowy alkohol czy tradycyjny produkt spożywczy. Opakowanie jest wizytówką i reprezentuje firmę.
W JAKIM CELU MARKETING ETYKIETY ? (czytaj więcej)
PORADY MERYTORYCZNE (rozwiń listę SPECJALISTÓW)

Etykiety kolorowe z automatyczną kontrolą jakości. Podczas druku stosujemy inspekcję 100% co daje gwarancję, że każda etykieta jest zgodna z wymaganiami klienta. Dzięki temu mamy pewność, że sprostamy oczekiwaniom swoich klientów – bez ryzyka reklamacji czy wycofania produktu. Jakość etykiet jest kluczowa zarówno pod względem zgodności z obowiązującym prawem, jak i zachowania pozytywnego wizerunku. W przypadku producenta etykiet jakiekolwiek problemy w kwestii jakości skutkują kosztownymi dodrukami, reklamacjami czy wycofaniem produktów. System Inspekcji AVT, zainstalowany na maszynie drukującej, wyłapuje błędy na bieżąco, co sprawia, że operator może wprowadzić konieczne poprawki zanim zmarnuje się zbyt wiele materiału. Wydajny system automatycznie rejestruje i weryfikuje wszystkie użytki. Każda etykieta jest sprawdzana pod kątem poprawności tekstu, grafiki, kolorystyki, kodów jedno- i dwuwymiarowych. Niezwykła dokładność systemu kontroli pozwala wykrywać błędy nawet przy dużej prędkości druku. Dzięki temu realizacja i weryfikacja zleceń staje się szybsza. Urządzenie kontroluje powtarzalność pracy / druków, jednak ocena wizualna każego człowieka jest bardzo subiektywna, przy pierwszym uruchomieniu produkcji wskazane jest by Klienci osobiście przyjechali na akceptację kolorystyki. Proofy elektroniczne PDF czy cyfrowe przedruki, nie stanowią 100% odzwierciedlenia końcowej kolorystyki. Na różnych rodzajach podłożach drukowych mogą zaistnieć rozbieżności kolorystyczne. Dlatego zalecamy , by Klienci na etapie końcowym przyjechali na akceptację kolorystyki bezpośrednio do drukarni BART. Przy wznawianiu tych samych prac ponowne przyjazdy nie są konieczne.

Druk etykiet seryjny - najczęściej kojarzony jest z numerowaniem kolejnych etykiet ale do druku seryjnego zalicza się również drukowanie seryjnie kodów kreskowych. Do zadruku seryjnego wykorzystywane są dwie metody : technologia termotransferowa lub atramentowa INKJET. Druk seryjny służy do nadawania każdemu egzemplarzowi etykiety indywidualnego oznaczenia - numeru. Numeracja jest najczęściej umiejscowiona na podkładzie silikonowym zwanym również nośnikiem. Rzadziej drukuje się numerację seryjną na etykiecie właściwej. Do etykiet z folii trzeba używać tuszów trwalszych - droższych ponieważ folia nie wchłania tuszu w przeciwieństwie do papieru.
Posiadamy standardowe drukarki termotransferowe do etykiet które umożliwiają dowolny nadruk seryjny. Wykorzystujemy również specjalne drukarki atramentowe Inkjet przeznaczone do druku numeracji. Druk na drukarce atramentowej plujce INKJET jest tańszy od druku termotransferowego na drukarce. W jednym i drugim przypadku druk jest trwały, nieścieralny.
- Numerowanie seryjne pozwala Klientom na precyzyjną kontrolę zużycia etykiet w procesie produkcji.
- Automatyczna numeracja musi być często przeprowadzana dla branży farmaceutycznej i dla branży przemysłu chemicznego.
PORADY MERYTORYCZNE HANDLOWCÓW : Michał Bartecki, Mariański Wiesław

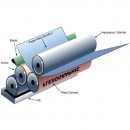
Usługa druku termotransferowego wykorzystywana jest, gdy etykiety mają zawierać zmienne dane np. kolejne numery partii, kolejne numery kodów kreskowych – (seryjnie). Druk TTR - termo transferowy, można wykonywać na etykietach białych i/lub kolorowych odpowiednio do tego celu przygotowanych. Najpopularniejszy kolor zadruku taśmą barwiącą to kolor czarny. Najczęściej wykonuje się druki tekstów, danych adresowych, kodów kreskowych, numeracji, piktogramów, obrazków oraz schematów technicznych. Współcześnie najlepszym rozwiązaniem dla Klientów jest posiadanie własnej drukarki etykiet z pomocą, której zadrukujemy etykiety białe. Mając odpowiedni zapas białych etykiet, można zawsze zaetykietować swoje produkty danymi niezbędnymi do umieszczenia produktu na rynku. Lepiej przeciwdziałać i mieć w pełni elastyczne rozwiązanie, które zapewni nam bezpieczeństwo dostaw.
BART
W drukarni BART wykonywany jest druk TTR, kiedy Klient nie dysponuje własnym urządzeniem albo w sytuacji, kiedy potrzebuje małej ilości produktów zadrukowanych monochromatycznie. Nadruk można wykonać na prawie wszystkich materiałach/etykietach dostępnych w BART. Są to zarówno materiały/etykiety zwykłe, jak i specjalistyczne.
By wykonać etykiety do ze zmiennym nadrukiem seryjnym, należy przesłać materiały do druku z danymi umieszczonymi w plikach Excell.
Przykład zastosowania metody termotransferowej:
CZAS REALIZACJI (czytaj więcej)
Z drukiem temotransferowym i szybkim czasem realizacji nie ma problemów. Drukarnie realizują ogromną ilości zleceń zgodnie z planem, harmonogramem, kolejką realizacji zleceń, ale można pokazać jak wygląda czas realizacji gdyby nie to.
REALIZACJA W TRYBIE PILNYM, DNI :1. Ustalenie formalności, ustalenie treści zadruku, wymiarów etykiet, materiału, trwałości zadruku
2. Przygotowanie wzoru do druku, zatwierdzenie przez klienta projektu, wykonanie wycięcie etykiet z danego materiału,
3. Drukowanie na drukarce etykiet ustalonego wzoru,
4. Towar dostarczany jest do klienta kurierem.

Druk cyfrowy na roli czym się charakteryzuje, jakie są jakiego dobre i złe strony ? Jak każda metoda drukowania ma swoje wady i zalety. Warto na nie spojrzeć obiektywnym okiem. Tematyka jest obszerna, materiał na książkę, dlatego wyjaśnimy go w skrócie. Wyobraźmy sobie sytuację : potrzeba wprowadzenia nowego produktu i brak pewności co do spodziewanej sprzedaży. Dylematy nad wydrukiem dużej liczby etykiet i ryzyko, że w przypadku braku zainteresowania produktem koszt poniesiony na zakup etykiet okaże się stratą.
Choć druk cyfrowy na pozór jest prosty to podstawowym PROBLEMEM i kontrowersją w druku cyfrowym jest trudność produkcyjna i zachowanie powtarzalności kolorystycznej. Dodając do tego tusze i atramenty do zastosowań ze spożywką o niskiej migracji to jest to niewatpliwie największy minus na niekorzyść. Temat ten jest wciąż aktualny i poszukuje się nowoczesnych farb i atramentów, które spełnią te oczekiwania.
CZAS REALIZACJI (czytaj więcej)
1. Ustalenie formalności, ustalenie treści zadruku, kolorów, wymiarów etykiet, materiału,
2. Przygotowanie wzoru do druku, zatwierdzenie przez klienta projektu, wydruk próbny
3. Drukowanie na drukarce cyfrowej ustalonego wzoru,
4. Towar dostarczany jest do klienta kurierem.

Sitodruk jest technologią prostą, stosowaną od stuleci, jest też najpopularniejszą. W odniesieniu do etykiet, istnieją dwie techniki, rodzaje. Metoda pierwsza to sitodruk płaski, a druga to sitodruk rotacyjny. Sitodruk płaski ze względu na sposób realizacji jest wolniejszy. Płaski sitodruk może być prostej konstrukcji obsługiwany ręcznie (dla małych nakładów etykiet) lub automatyczny wykonany przez maszynę (dla większych nakładów etykiet). W pełni automatyczne maszyny sitodrukowe mogą działać na płasko lub rotacyjnie i wówczas wydruk dużej ilości etykiet nie stwarza kłopotów. Zaletą sitodruku jest przenoszenie większej ilości farby niż w innych metodach druku. Obraz drukowanej etykiety jest bardziej kontrastowe w stosunku do tła. Grubsza warstwa farby nadaje efektu wypukłości. Najczęściej sitodruk rotacyjny wykorzystywany jest do etykiet kosmetycznych i alkoholowych. Wadą sitodruku jest rozdzielczość, raster obrazów sitodrukowych oscyluje w granicach 50 linii na cal. Technika ta nie nadaje się do druku obrazów CMYK, do drobnych cienkich liter. Dzięki zastosowaniu gęstych farb można uzyskiwać lepsze efekty graficzne niż w innych technikach druku. W sitodruku rotacyjny niestety koszt wykonania sita jest nadal dość wysoki, dlatego ta technika ma sens przy dużych nakładach etykiet.
CZAS REALIZACJI (czytaj więcej)
1. Ustalenie formalności, ustalenie treści zadruku, kolorów, wymiarów etykiet, materiału,
2. Przygotowanie wzoru do druku, zatwierdzenie przez klienta projektu, wydruk próbny, zamówienie i wykonanie sita
3-4. Realizacja zamówienia wg. ustalonego wzoru, suszenie materiału
5. Towar dostarczany jest do klienta kurierem.